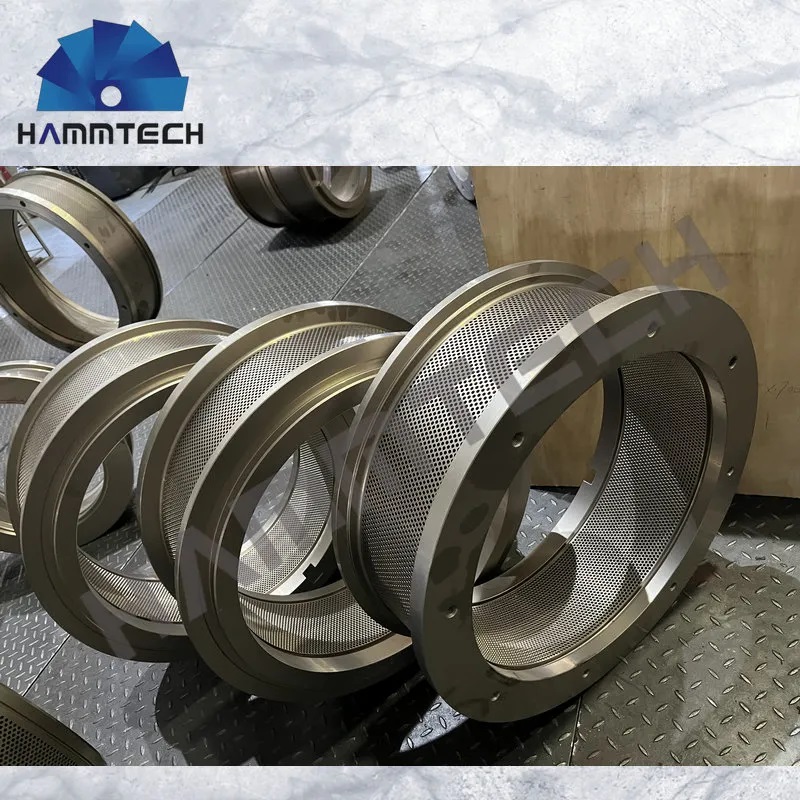
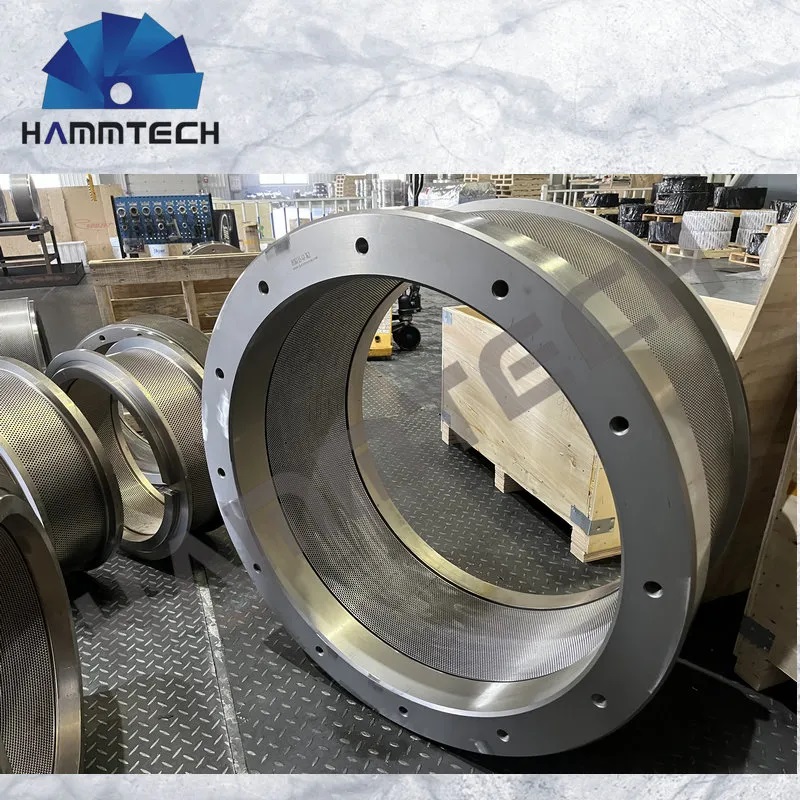
Kalasööda pelletiveski rõngasvorm


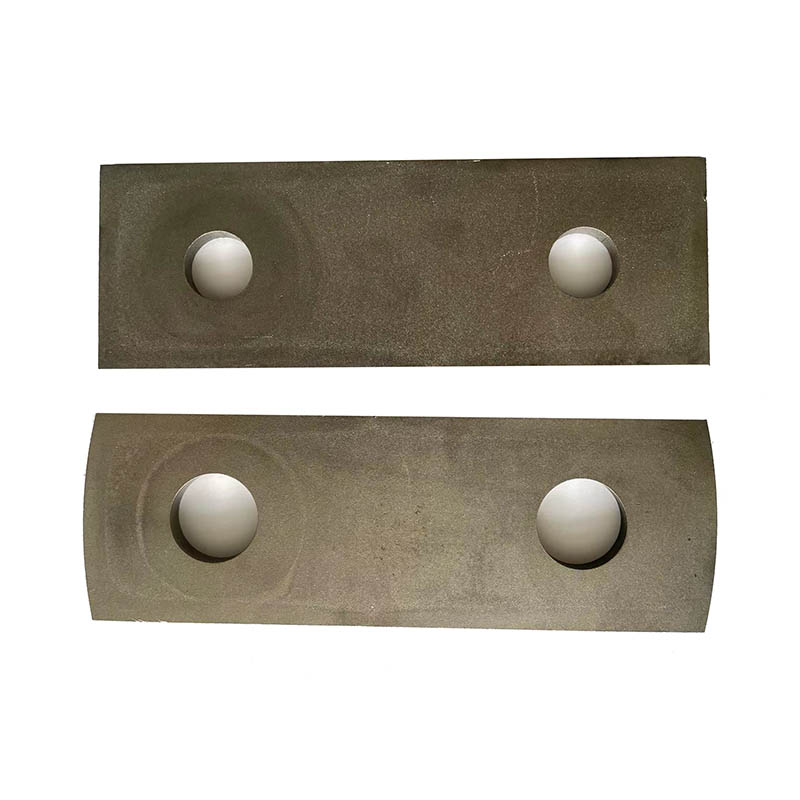
Rõngasvormi kõvaduse ühtluse kontrollimiseks pärast kuumtöötlust tuleb iga rõngasvormi kuumtöötluse järel mõõta keskmise kõvaduse väärtust vähemalt kolmest võrdsest osast ümbermõõdu suunas. Iga osa kõvaduse erinevus ei tohiks olla suurem kui HRC4.
Lisaks tuleks kontrollida rõngasvormi tooriku kõvadust ja see peaks olema vahemikus HB170–220. Kui kõvadus on liiga kõrge, puruneb puuritera kergesti ja tekib surnud auk. Kui kõvadus on liiga madal, mõjutab see vormi aukude viimistlust. Tooriku materjali ühtluse kontrollimiseks tuleks võimaluse korral iga toorikut sisemine kontroll läbi viia, et vältida tooriku sisemisi pragusid, poore, liiva ja muid defekte.
Karedus on samuti oluline näitaja rõngasvormi kvaliteedi mõõtmiseks. Sama surveastme korral, mida suurem on karedusväärtus, seda suurem on vastupidavus ekstrusioonile ja seda raskem on materjali väljastada. Sobiv karedusväärtus peaks olema vahemikus 0,8 kuni 1,6.
1. Rõngasvorm on pakitud veekindlasse plastkilesse.
2. Puidust pakend või kohandatud vastavalt kliendi soovile.
3. Standardne ekspordipakett, mis sobib pikamaaveoks.



Alates 2006. aastast on HAMMTECH pakkunud professionaalseid söödamasinate lisatarvikuid klientidele kogu maailmas.
HAMMTECH on universaalne tarvikute tarnija.
HAMMTECH teenindab kliente enam kui 30 riigis.
Toodame erinevat tüüpi tooteid paljudele tööstusharudele, näiteks söödagraanulite veskitele, biomassi graanulite veskitele ja biomeditsiinitööstusele.