Pelletivormi rõngasvorm on sulamist sepistatud vorm, mis on läbinud ülitäpse töötlemise ja spetsiaalse kuumtöötlusprotsessi. Tavaliselt nõuab rõngasvormi materjal teatud pinna kõvadust, head südamiku sitkust ja kulumiskindlust ning head korrosioonikindlust.
Rõngasvormide traditsioonilised töötlemisprotseduurid
Rõngasvorm on ümmargune detail, mille välimine soon on sepistatud toorikust ja seejärel töödeldud mehaanilise lõikamise teel. Rõngasvormide traditsioonilised töötlemisprotseduurid hõlmavad peamiselt sepistamist, jämedat ja täppistreimist, puurimist, aukude laiendamist, kuumtöötlust ja poleerimist, et toota valmis rõngasvormi.
Erinevatel rõngasvormimaterjalidel on erinevad töötlemistehnikad ja samast materjalist erinevate töötlemistehnikate abil toodetud rõngasvormidel on samuti olulised jõudluserinevused.

Rõnga sepistamise protsess
Sepistamine (sepistamine või sepistamine) on vormimis- ja töötlemismeetod, mille käigus kasutatakse tööriistu või vorme, et rakendada metalltoorikutele löögi või staatilise rõhu all väliseid jõude, põhjustades plastilist deformatsiooni, muutes suurust, kuju ja omadusi, et toota mehaanilisi osi või toorikuid.
Valige tooriku materjalina teras vastavalt nõutavatele rõngasvormi spetsifikatsioonidele ja tehke eelnev sepistamine. Rõngasvormi sepistamise kvaliteet on seotud materjali rõngasvormi sepistamise protsessiga ning on vaja sobivat kuumutustemperatuuri ja -aega.
Rõngasvormi valtsimisprotsess
Võrreldes sepistamise vormimisega on rõngasvaltsimise protsess rõngasvaltsimise ja mehaaniliste osade tootmistehnoloogia ristkombinatsioon, mis põhjustab rõnga pidevat lokaalset plastset deformatsiooni, saavutades seeläbi plastilise töötlemise tehnoloogia, mis vähendab seina paksust, laiendab läbimõõtu ja moodustab ristlõikeprofiili.
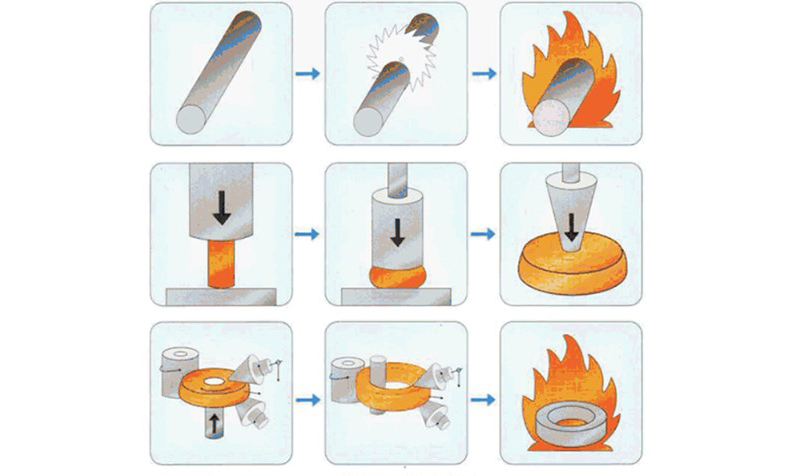
Rõngasvaltsimisprotsessi omadused:Ümmarguste toorikute valtsimisvahend pöörleb ja deformatsioon on pidev. Rõngastooriku valikul on ringvaltsimisprotsessis oluline roll. Tooriku algus ja suurus määravad otseselt materjali esialgse mahujaotuse, valtsimisdeformatsiooni astme ja metallivoo efektiivsuse.

Postituse aeg: 17. juuni 2024